 Website map
Website map Collect this site
Collect this site Website homepage
Website homepage Service hotline:
Service hotline: Company news
- 热门产品
- 热门新闻
- What should we pay attention to when purchasing aluminum gusset plate production equipment and aluminum gusset plate mol
- What problems will PVC plates formed by gusset mold encounter?
- In what fields are gusset dies used?
- Plug mold caused by temperature of profile mold
- What are the conditions of mold plugging caused by unreasonable design of profile mold?
- KEYWORD
Introduction of PVC extrusion profile die
Introduction of PVC extrusion profile die
1、Overview
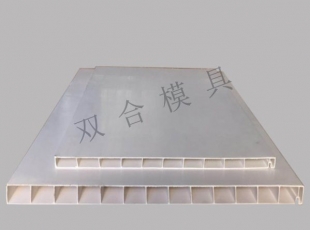
Plastic products are a general term for making various products with various synthetic resins of different properties as the main raw materials,with or without additives,and with different equipment selected according to the shape and use requirements of the products.Such as extruded pipes,plates and profiles.
So what is profile?According to the section shape of extruded plastic products,except for plastic products with fixed shapes such as round tubes,films,plates and bars,other plastic extruded products with complex section shapes are called profiled materials.
According to different uses,the common raw materials for the production of plastic profiles are polyethylene,polypropylene,polyvinyl chloride,ABS,polycarbonate,polymethacrylate,polyphenylene oxide,etc.PVC is the main raw material for profiles,especially plastic profiled profiles for plastic doors and windows,with a PVC share of more than 99%.PVC plastic profile can be divided into UPVC and SPVC.In addition to PVC resin,the application of other resins to produce profiles alone is very small,only ABS and GHRP,but the amount is less than 1%.It can be said that PVC is unique in profile.
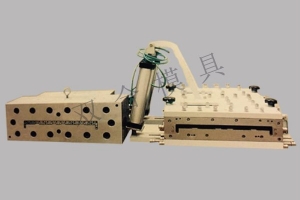
2、Profile extrusion equipment
The equipment required for extruding profile includes extruder,head,shaping device,cooling device,traction device and other devices.
1.Extruder for profile production
The extruders used for extruding profiles usually include single screw extruders and twin-screw extruders.For example,for products with small cross-sectional area,single screw extruders with diameters of 45mm,65mm and 90mm are generally selected.If the powder is directly extruded and the cross-sectional area of the product is large,the twin-screw exhaust extruder can be selected.In twin-screw extruder,meshing counter rotating parallel twin-screw extruder and conical twin-screw extruder can be selected.
2.Profile head
Profile heads are divided into three categories:streamline,orifice and multistage.The streamlined head,that is,the transition from the round outlet of the screw to the channel similar to the shape of the product,is a slowly changing channel form.The orifice plate and multi-stage head,that is,the whole flow channel of the head from the circular inlet to the die setting section,is a rapidly changing flow channel form.
1)Streamlined nose
The streamlined head is characterized by no"dead center"in the whole flow channel,and the section continues to decrease until the forming area reaches a constant value.This head prevents the stagnation of plastic and achieves the best profile quality.However,the machining of the flow passage of this machine head is relatively strict,which needs special processing support.The cost is high,but the operation cost is low.This kind of machine head is suitable for long-term operation without stopping,or forming thermosensitive plastics.
2)Orifice plate head
The structure of this machine head is characterized by simple structure,low cost,fast manufacturing,convenient adjustment and installation.It takes a short time from stopping and cleaning the machine head to installing and adjusting it to return to normal,with good repeatability,so it has been applied to a certain extent.Its disadvantage is that the fluidity of materials in this kind of machine head is not good,and it is easy to form a dead corner of local stagnation and complete stagnation of materials.Therefore,the operation time is long,which is easy to cause the decomposition of materials at this place and seriously affect the product quality,so the continuous operation time is short.In particular,it is not suitable for processing heat sensitive plastics,such as UPVC.It is mostly suitable for extrusion molding of products such as polychlorohefins and soft PVC.
3)Multistage head
The gradual change of the flow channel of this machine head is composed of multiple orifice plates in series.Each orifice plate is processed separately,and its direction is parallel to the axis of each orifice plate,only at the inlet edge and chamfer of each orifice plate.This kind of machine head is simple and convenient,but it is not suitable for processing heat sensitive plastics.
3.Cooling shaping device
There are two restrictive factors in profile extrusion production:one is the setting and cooling rate,and the other is the product accuracy.Both constraints are related to the cooling sizing device.Common shaping devices for profiled materials include vacuum shaping device,corrugated plate sliding shaping device and bending profiled material sliding shaping device.
4.Traction device
Generally,the crawler tractor is used for plastic profile,that is,the traction device used in the production of pipes.If the shape of the rubber block on the track can be processed in line with the profile of the towed profile,the traction effect will be better.
5.Cutting device
The cutting methods of plastic profile mainly include sawing,shearing and grinding.In the cutting device,the circular saw cutting machine is generally used to cut hard profiles with a diameter of more than 200mm.Air cylinder shears are suitable for cutting 100mm wide Soft PVC and rubber products with a height of 40mm and a thickness of 10mm.The rotary cutting machine is suitable for cutting soft PVC products with a diameter of less than 2~50mm.The grinding wheel grinder is suitable for grinding PVC,steel and other metal extruded composite products and glass fiber reinforced plastic products.
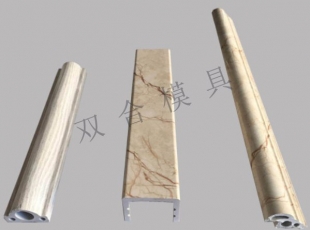
3、Application of profile in actual production
U-PVC door and window profile
UPVC door and window profiles are made of PVC,stabilizers,impact modifiers,processing aids,fillers,etc.according to a certain formula.The selection of PVC and additives has a great impact on the performance of products.With the rapid development of extruded hard PVC door and window profiles and plastic door and window industry,the related PVC and additives industry also has new development.
1.Raw materials
4)Resin selection
Loose PVC produced by suspension method is generally used in the production of U-PVC door and window profiles.
5)Heat stabilizer
Common varieties of heat stabilizers are as follows.
1.Lead heat stabilizer.
2.Metal soap stabilizer
3.Organotin stabilizer
4.Organic auxiliary stabilizer
5.Rare earth stabilizer
6)Impact modifier
In the formulation of PVC plastic door and window profiles,yoga chlorinated polyethylene and acrylate are usually copolymerized to improve the impact strength and weather resistance of PVC
7)Lubricant
Among the lubricants for the forming and processing of U-PVC door and window profiles,composite lubricants are the recent development direction,and their advantages are that the internal lubricity and external lubricity are relatively balanced
8)Processing aids
The molecular weight of polymer processing aids for PVC is generally 1.2×105~2.5×106.The existing polymer processing aids for PVC include ACR,MBS,ABS,CPE,etc.
9)Filler
10)Colorant
11)Other special additives
2.Production process flow of UPVC doors and windows
PVC door and window profiles can be produced by single screw extruder or twin-screw extruder.Single screw extruder molding process.
Technological process of profile forming by single screw extruder:
Raw material→raw material mixing→extruder granulation→single rod screw plasticization extrusion molding→vacuum shaping→cooling→traction→cutting→inspection→packaging and warehousing
Technological process of profile forming by twin-screw extruder:
Mixed powder→twin screw extrusion→shaping→cooling→traction→cutting→inspection→packaging and warehousing
3.Production process parameters
1)Vacuum degree
Vacuum shaping is adopted,and the vacuum degree is controlled between 0.06~0.08mpa.For example,when the vacuum degree is low,the setting adsorption force is insufficient,and the product size error is large.If the vacuum degree is high,the stacking at the inlet of the vacuum setting die is blocked,the running resistance of the products is large,the traction load is increased,and the output is reduced.
2)Cooling
Cooling water tank is used for cooling,and the water temperature is 4~8℃.Due to the complex section of the profile,if the cooling effect is not good,the length of the vacuum setting device can be increased to improve the cooling effect.
IV summary
In recent years,China's profile production has developed by leaps and bounds and made great progress.However,the overall level of domestic equipment and molds needs to be improved.



 Online Message
Online Message